About Short Arc Lamps
We offer a wide range of short arc lamps, also known as compact arc lamps, with power levels ranging from 150 watts to 5000 watts in both mercury-xenon DC and xenon DC configurations. These lamps produce a highly stable uniform arc in the ultraviolet, visible, and infrared spectral ranges. Arc lengths range from less than a millimeter to approximately a centimeter. High-pressure gas discharge lamps provide the highest luminance and radiance of any continuously operated light source.
Short arc lamps are used in applications such as graphic arts, photochemistry, medical, electro-optics, searchlights, stage and studio projection lighting, optical instrumentation, and military guidance and fiber optic illumination.
Lamps are precisely formed into a spherical or ellipsoidal shape and come in either clear or ozone free producing quartz. Ozone-free producing quartz is doped with titanium and blocks all wavelengths below 220 nanometers. Due to the required arc stability and uniformity of short arc lamps, most are designed for DC operation.
We also manufacture AC short arc lamps for special requirements.
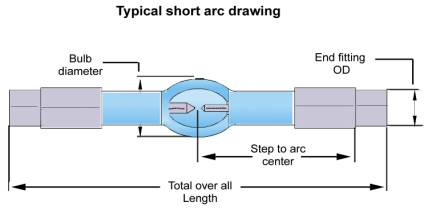
Important Short Arc Dimensions
Mercury Xenon Short Arc
Mercury-Xenon short arc lamps are dosed with an exact amount of mercury and xenon gas. As the initial arc is struck by the xenon gas, the voltage will increase as the mercury vaporizes. Normally, several minutes are required for a mercury-xenon short arc lamp to reach maximum operating voltage and output.
The mercury-xenon spectrum, due to the high operating pressure, shows only traces of the xenon gas spectrum. The four main mercury lines dominate the spectrum. Designed to operate in a vertical position, Our mercury-xenon short arc lamps are manufactured in power levels ranging from 200 to 5000 watts. Depending on the lamp wattage, the luminous efficacy ranges from 22 to 55 lumens per watt.
- Standard DC Lamps
- Standard AC Lamps
- Standard DC Diffused Lamps
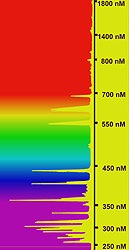
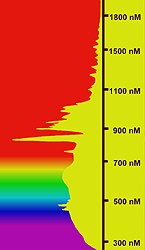
Mercury-Xenon Short Arc Spectrum

Spectrum Breakdown

Xenon Short Arc Lamps
We provide Xenon short arc lamps ranging from 150 to 5000 watts. A Xenon arc lamp is filled only with xenon gas and reaches eighty percent of total output immediately after ignition. The output spectrum is different than the mercury-xenon short arc spectrum. This spectrum is similar to daylight with a color temperature of 6000 degrees Kelvin. Along with high output in the visible spectrum, a xenon short arc lamp provides an excellent supply of infrared radiation. These lamps are designed specifically to run in either a vertical or a horizontal position. The luminous efficacy varies from 15 to 45 lumens per watt depending on lamp wattage.
-
- Standard DC Lamps
Xenon Short Arc Spectrum

Spectrum Breakdown

Mercury-Xenon AC short arc
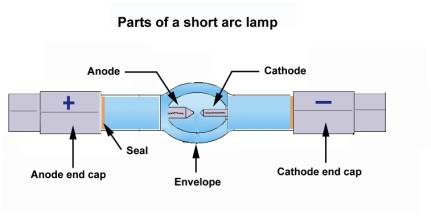
These short arc lamps are designed for AC, and typically have two identical main electrodes. Note that most short arc lamps are designed for DC and DC have two visibly different electrodes (anode and Cathode). An AC lamp operating on DC will overheat and can excessively age one or both electrodes. The same is true with operating a DC lamp on AC.

Safety precautions for short arc lamps
Even when cold these lamps have pressure well over one atmosphere and protective gear, full face and body protection is recommended even before opening the box for handling. As an added precaution we ship our short arc lamps in multi-layer protective packaging.
Under operation lamp temperatures of 900 to 1050 degrees C are not uncommon and pressures up to 10 or 20 atmospheres are possible. Lamps do have the potential to explode. Under these conditions extremely hot pieces of quartz shrapnel can be ejected in all directions. Care needs to be taken to operate these lamps in special fixtures designed to contain a lamp explosion.How are short arc lamps manufactured?

To minimize bulb contamination the electrodes are made of an extremely pure grade of Tungsten. The anode and cathode are expensive to produce because of the grade of material used (in the case of the anode pure tungsten) and complexity of machining which requires expensive ceramic tools. The cathode electrode requires thoriated tungsten which adds to the material processing cost, but is easier to machine. The cathode electrode heads are brazed onto an electrode shaft made of molybdenum for cost reasons. The anode shaft material must still be tungsten because of the higher temperatures seen by the anode.
The anode is made of pure tungsten and is larger because electrons from the cathode or smaller electrode are bombarding it. The surface temperature at the face of the anode is extremely high, over 2000 degrees centigrade; tungsten has a liquidous temperature of approximately 3000 C and a melting point of approximately 3410 C.
The smaller, pointed electrode (cathode) is also made of tungsten doped with Thorium, which provides more free electrons into the arc. The thoriated tungsten also facilitates easier starting of the bulb.
Electrodes are machined then ultrasonically cleaned and de-greased removing any machining lubricants.
The anode electrodes are heated in a vacuum chamber to approximately 2400 degrees centigrade for several hours to remove contaminants that would out-gas during lamp operation.
The cathode electrode is also heated in a vacuum chamber for cleaning and for thoria activation. The thoria activation is accomplished by elevating the electrode temperature for a short period of time. This causes the thorium to migrate to the cathode surface.
The short arc envelope is made on a large special lathe that heats a piece of quartz tube to a near molten point using either a hydrogen or propane and oxygen torches. The glass blower blows into the inside of the tube to form the desired envelope against a carbon paddle/template.
Normal temperature of the quartz envelope is between 600 and 700 degrees centigrade during bulb operation Note the molten or working temperature of quartz is around 1400 degrees centigrade.
The fill tube on the envelope is located on the anode side of the envelope keeping it out of the light path. The hole for the fill tube is either blown or drilled in the envelope by the glass blower and then a smaller piece of tubing is fused to the envelope using a smaller hand torch.
The electrodes are attached to molybdenum ribbon and a graded glass seal is performed directly onto the electrode shaft. This is done because quartz cannot be directly attached to tungsten. Using the hydrogen or propane and oxygen torch, the quartz is compression scaled to the molybdenum while rotating in the lathe under a vacuum to prevent oxidation of the molybdenum. This also allows the molten quartz collapse around the molybdenum providing a quartz-to-metal seal.
The lamp needs to be annealed to remove strain patterns from the assembly process. Typically it is heated to 1150 C and reduced in controlled temperature slope to approximately 650 C. A pump pulls a vacuum on the bulb during this operation to remove contaminants.
Xenon and Mercury-Xenon gas are added in very precise amounts under a vacuum. The bulb is then pressurized to approximately 4 atmospheres. To seal the lamp it is cooled with liquid nitrogen to solidify the Xenon gas. The solidified gas allows a torch to seal the bulb and remove it from the fill station without the gas escaping. When the bulb is removed from the liquid nitrogen, the solid xenon turns back into a gas, pressurizing the lamp.
End fittings are then attached using a precision mechanical fixture and optical comparator.
Lamps are subject to initial burn-in and voltage/current testing.